Mit der zunehmenden Zahl kundenspezifischer Konfigurationen, schnelleren Engineering Changes und dem wachsenden Mangel an qualifizierten Fachkräften wird die Montage zum Engpass. Nicht, weil Ihre Mitarbeitenden nicht kompetent wären, sondern weil das System um sie herum von ihnen etwas Unrealistisches verlangt.
Oft sieht das so aus:
- Einmalige Varianten mit hoher Präzision montieren
- Statische Dokumente verwenden (PDFs, Laufkarten in Papierform)
- Sich auf „Fragen Sie den Experten“ verlassen, wenn etwas unklar ist
- Qualitätsprobleme spät erkennen, wenn die Kosten am höchsten sind
Das funktioniert, wenn die Stückzahlen niedrig sind und dieselben Experten immer verfügbar sind. Es scheitert, sobald Sie skalieren wollen.
Dieser Artikel erläutert die fünf häufigsten Schwachstellen in der High-Mix-Maschinenmontage und was Sie dagegen tun können, ohne die Bediener auszubremsen.
Was „High-Mix“ in der Maschinenmontage wirklich bedeutet
High-Mix-, Low-Volume-Fertigung steht für Vielfalt. Sie fertigen viele Varianten in kleineren Stückzahlen.
Im industriellen Maschinenbau wird diese Vielfalt durch Engineering-to-Order-(ETO)- und Configure-to-Order-(CTO)-Fertigungen noch verstärkt. Eine Maschine kann kundenspezifische Optionen, tief verschachtelte mehrstufige Baugruppen und eine enge Integration von mechanischen, elektrischen, hydraulischen und Softwarekomponenten umfassen.
High-Mix-Montage lässt sich nur schwer skalieren, weil:
- Arbeitsinhalt und Fertigungszeit je nach Konfiguration variieren
- Konstruktionsänderungen spät eintreffen oder häufig auftreten
- Qualitätsrisiken parametergetrieben sind (Drehmoment, Ausrichtung, Kalibrierung, Testwerte)
- Die Rückverfolgbarkeit Unterbaugruppen mit einer finalen serialisierten Maschine verknüpfen muss
Die Steuerung mit PDFs, Papier und implizitem Erfahrungswissen funktioniert nur bis zu einem Kipppunkt.
Die fünf Gründe, warum die Montage variantenreicher Maschinen bei Skalierung scheitert
1) Die Entwicklungsabsicht geht bei der Weitergabe verloren
In Umgebungen mit hoher Variantenvielfalt gibt die Entwicklung nicht einfach nur eine Zeichnung frei. Sie gibt eine Absicht vor.
Welches Optionspaket gilt? Welche Reihenfolge ist sicher und korrekt? Welche Komponenten müssen ersetzt werden? Welche Parameter müssen gemessen, protokolliert und freigegeben werden?
Wenn diese Absicht über statische Dokumente kommuniziert wird, müssen Bediener zusätzliche Aufgaben übernehmen, die nicht auf ihren Schultern lasten sollten. Sie müssen interpretieren, entscheiden und sich Dinge merken.
So sieht das in der Fertigung aus:
- Bediener wechseln zwischen Zeichnungen, PDFs und E-Mails
- Unklarheit bei Varianten und Optionskombinationen
- Falsche Komponenten werden eingebaut, weil sie „ähnlich aussahen“
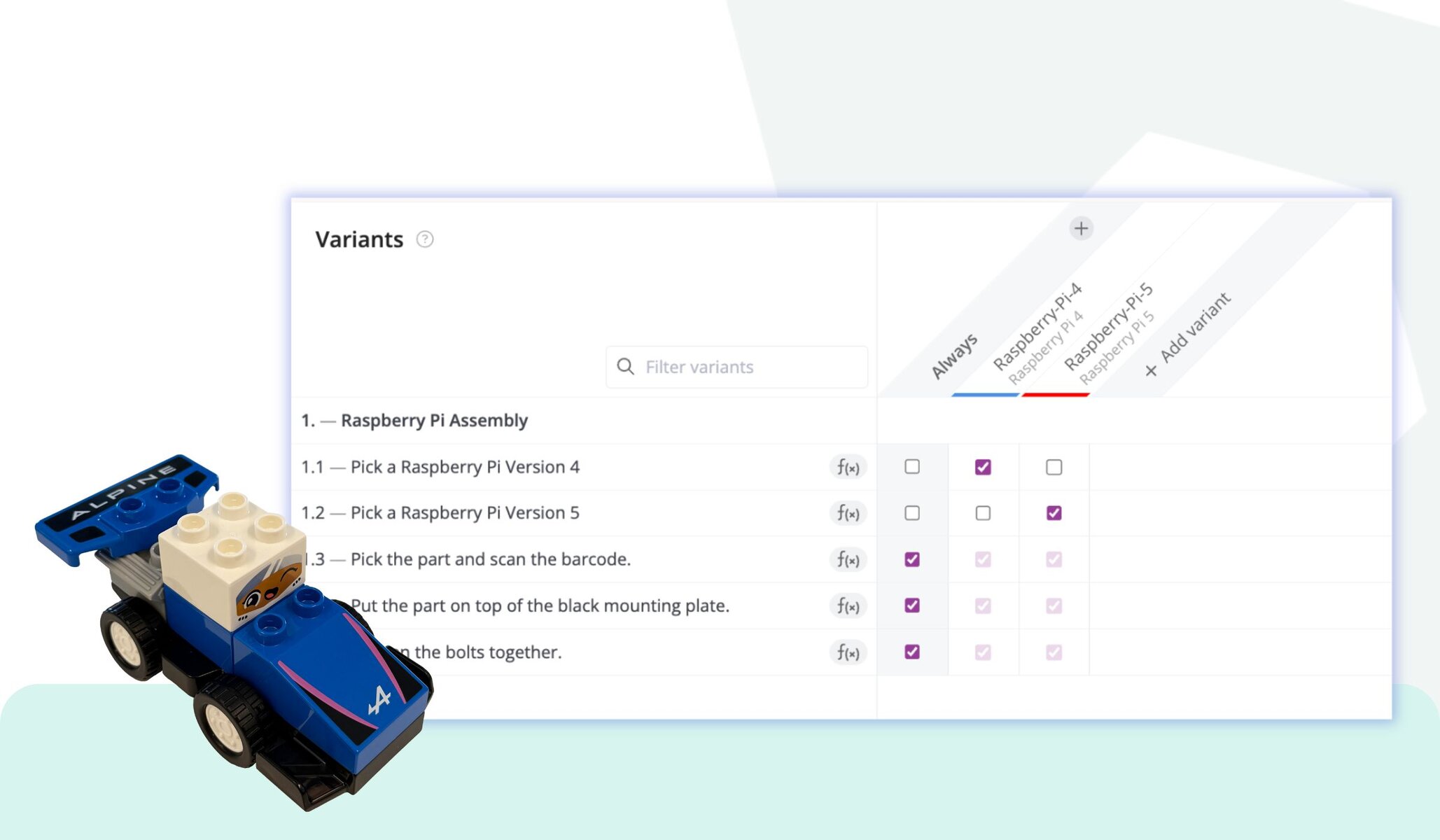
Lösung: Übersetzen Sie die Entwicklungsabsicht in variantspezifische, geführte Ausführung.
Ein starker Ausgangspunkt sind digitale Arbeitsanweisungen, die am Arbeitsplatz die richtigen Schritte für die richtige Konfiguration anzeigen können – mit Visualisierungen, eingebetteten Prüfungen und kontrollierten Updates.
Wenn Sie dabei Unterstützung bei der Eingrenzung benötigen, können Sie mit einem Experten sprechen und definieren, was „geführt“ in Ihrer Umgebung bedeuten sollte.
2) Erfahrungswissen wird zum Produktionssystem
Die Montage variantenreicher Maschinen hängt oft von erfahrenen Technikern ab, die „einfach wissen, wie es gemacht wird“. Dieses Fachwissen ist wertvoll. Es ist aber auch fragil.
Wenn Sie die Produktion skalieren, kommen in der Regel hinzu:
- Neue Bediener
- Neue Schichten
- Neue Standorte
Erfahrungswissen skaliert jedoch nicht so wie die Mitarbeiterzahl. Das Ergebnis ist vorhersehbar:
- Mehr Unterbrechungen („Wie baue ich diese Option?“)
- Längere Einarbeitungszeiten
- Inkonsistente Ausführung zwischen Schichten
Lösung: Machen Sie Fähigkeiten sichtbar und wiederholbar.
Anstatt zu hoffen, dass an jeder Linie der richtige Experte verfügbar ist, bauen Sie ein System auf, in dem:
- Aufgaben Schritt für Schritt geführt werden
- Für kritische Schritte Nachweise erforderlich sind (Fotos, Messungen, Bestätigungen)
- Schulungen strukturiert und rollenbasiert sind
Hier wird Skill-Matrix und Schulung zu mehr als nur einem HR-Tool. Es hilft Ihnen dabei, abzustimmen, wer was ausführen darf, und es hilft neuen Mitarbeitenden, schneller produktiv zu werden, ohne Standards zu senken.
3) Fehler werden zu spät erkannt – und das macht sie teuer
Bei der Maschinenmontage treten viele Fehler nicht sofort zutage. Sie zeigen sich erst bei der Endprüfung, Inbetriebnahme oder beim Kunden vor Ort.
Deshalb ist eine späte Erkennung so kostspielig. Nacharbeit ist nicht mehr lokal begrenzt. Sie ist jetzt mit fertigen Baugruppen, Terminplänen, Logistik und Kundenerwartungen verflochten.
Häufige Ursachen:
- Übersprungene Schritte
- Schritte in der falschen Reihenfolge ausgeführt
- Messwerte erfasst, aber nicht validiert
- Drehmoment-, Kalibrier- oder Prüfparameter außerhalb der Toleranz
Lösung: Verlagern Sie Qualität nach vorne – mit In-Line-Validierung.
Ein skalierbarer Ansatz besteht darin, die Validierung direkt in den Workflow einzubetten und Qualitätssicherung in der Fertigung zu nutzen, damit Parameter beim Erfassen validiert werden.
Ein praktisches Beispiel ist das Drehmoment. Statt Werte im Nachhinein zu erfassen, können Sie das Drehmoment direkt im Ausführungsschritt validieren. Wenn Sie ein konkretes Bild davon erhalten möchten, wie das aussehen kann, lesen Sie wie Sie Drehmomentfehler in der Montage eliminieren.
Für andere Messpunkte gilt dieselbe Logik. Die Integration von Messmitteln (wie Messschiebern) kann die Erfassung von Qualitätsdaten zuverlässiger und besser rückverfolgbar machen. Siehe Integration digitaler Messschieber für erweiterte Qualitätssicherung.
4) Rückverfolgbarkeit ist auf Systeme und Papier verteilt
Rückverfolgbarkeit in der Maschinenmontage bedeutet nicht nur „haben wir es gebaut?“. Sie bedeutet:
- Welche Baugruppen sind in welcher Endmaschine enthalten?
- Welche Zulieferkomponenten wurden verwendet?
- Welche Parameter wurden gemessen und freigegeben?
- Wer hat welche Schritte ausgeführt – und wann?
Wenn Rückverfolgbarkeit auf ERP, Tabellen, Laufkarten in Papierform und E-Mails verteilt ist, werden Garantieuntersuchungen zu forensischen Projekten.
Das ist nicht nur ein Qualitätsproblem. Es ist ein Kostenproblem und ein Problem des Kundenvertrauens.
Lösung: Erstellen Sie eine seriennummernbasierte Build-Historie, die Baugruppen mit der Endmaschine verknüpft.
Ein skalierbarer Weg dafür ist, die Laufkarte zu digitalisieren und daraus einen lebenden Ausführungsdatensatz zu machen statt eines Ordners voller Papierdokumente. Siehe Manufacturing Traveler für ein Modell, das sich auf „wer hat was, wann und mit welchen validierten Parametern gemacht“ konzentriert.
Um die Kontrolle bei kritischen Schritten zu stärken, führen viele Teams eine zweite Verifizierungsebene ein. Zum Beispiel können Double-Checks für einen Anweisungsschritt verwendet werden, wenn ein Qualitätsverantwortlicher einen Schritt bestätigen muss, bevor der Bediener fortfahren kann.
5) Sie können die Marge nicht schützen, wenn Sie die Build-Zeit nicht sehen
Bei variantenreichen Maschinen hängen Angebotsgenauigkeit und Projektprofitabilität von der tatsächlichen Build-Zeit ab. Doch viele Organisationen haben noch immer:
- Keine konsistente Zeiterfassung auf Aufgabenebene
- Engpässe, die „spürbar“ sind, aber nicht gemessen werden
- Verlorene Stunden, verborgen in Nacharbeit, Wartezeiten und Umrüstungen
Das Ergebnis ist Margenverlust, der erst spät sichtbar wird – dann, wenn Sie ihn für das aktuelle Projekt nicht mehr beheben können.
Lösung: Erfassen Sie Zeit auf Ausführungsebene und verknüpfen Sie sie mit Variation.
Es geht nicht darum, Bediener zu Zeitnehmern zu machen. Es geht darum, Ausführung in Daten zu verwandeln, damit Sie:
- Wiederkehrende Engpässe identifizieren
- Erkennen, wo Nacharbeit je nach Variante oder Optionspaket zunimmt
- Künftige Angebote präziser kalkulieren
Wenn Sie ein umfassenderes Steuerungsmodell aufbauen, hilft es, Ausführungsführung, Qualitätsnachweise und Rückverfolgbarkeit in einem Ansatz zusammenzuführen. Ein nützlicher Referenzpunkt ist Manufacturing Control and Quality Explained.
Eine praktische Lösung: der Regelkreis der Ausführungssteuerung
Die Montage von Maschinen mit hoher Variantenvielfalt skaliert, wenn Sie „interpretieren und sich erinnern“ durch einen einfachen Regelkreis ersetzen:
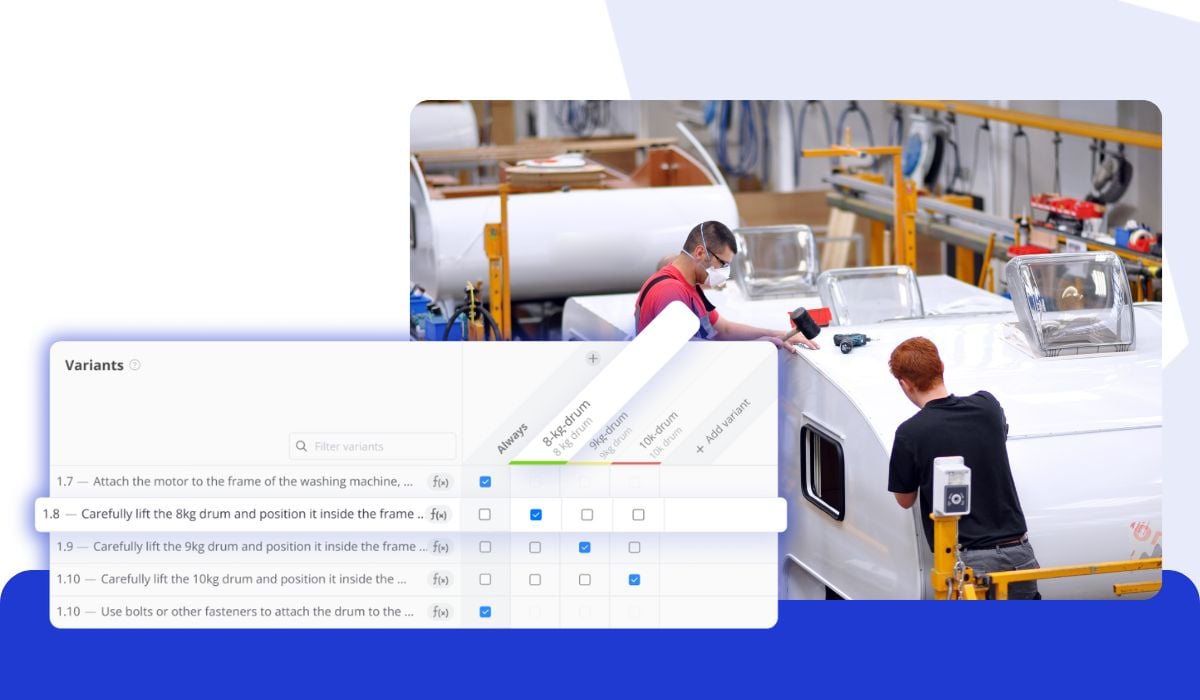
- Anleiten: die richtige Abfolge der Arbeitsschritte für die Konfiguration anzeigen
- Validieren: Prüfungen sowie Akzeptanz- oder Ablehnungskriterien in Echtzeit durchsetzen
- Rückverfolgen: erfassen, wer was wann getan hat, verknüpft mit Unterbaugruppen und Seriennummern
- Lernen: Ausführungs- und Zeitdaten nutzen, um Variationen und Nacharbeit zu reduzieren
Das ist keine Theorie. So werden Umgebungen mit hoher Variantenvielfalt wiederholbar.
Was Sie zuerst tun sollten (ohne das große Ganze auf einmal anzugehen)
Wenn Sie ein in Europa ansässiges Maschinenbauunternehmen sind, arbeiten Sie wahrscheinlich mit mehreren Standorten, mehrsprachigen Bedienern und Kundenaudits, die Nachweise verlangen. Das Ziel ist nicht, alles auf einmal zu digitalisieren.
Beginnen Sie mit einem Pilotprojekt, das klein genug ist, um es abzuschließen, und relevant genug, um den Nutzen nachzuweisen.
Ein guter Pilotumfang umfasst in der Regel:
- Eine Produktfamilie (oder eine Hochrisikokonfiguration)
- Eine Linie oder einen Bereich (oft die Endmontage oder eine kritische Unterbaugruppe)
- Einen Satz messbarer Qualitätsparameter (Drehmoment, Kalibrierung, Testwerte)
- Eine Anforderung an die Rückverfolgbarkeit (Verknüpfung der Unterbaugruppe mit der endgültigen Seriennummer)
Messen Sie dann die Ergebnisse, die wirklich zählen:
- First-time-right-Rate
- Nacharbeitsstunden
- Bei der Inbetriebnahme vor dem Versand erkannte Probleme
- Zeitaufwand für Garantieuntersuchungen
- Abweichung der Fertigungszeit je Konfiguration
Nachweis, dass dieser Ansatz in High-Mix-Umgebungen funktioniert
Nachweise sind in der Maschinenmontage wichtig, weil die Probleme praktisch sind. Die Menschen wollen wissen: Hilft das den Bedienern tatsächlich dabei, die richtige Variante zu montieren, Fehler früher zu erkennen und die Qualität bei wachsenden Teams konstant zu halten?
Zwei Beispiele, die der Realität in der High-Mix-Montage sehr nahekommen:
- e-power (elektrische Generatoren): e-power musste die Produktion in einer Umgebung hochfahren, in der Konfigurationskomplexität real ist und die Montagequalität auch während der Inbetriebnahme standhalten muss. Diese Geschichte ist besonders relevant, wenn Sie schnell skalieren oder viele neue Mitarbeitende einarbeiten. Der Fall zeigt, wie geführte Montage und In-Line-Qualitätsvalidierung Teams dabei helfen, die korrekte Montagereihenfolge durchzusetzen, Optionen zu verwalten und eine rückverfolgbare Montagedokumentation zu erstellen, ohne den Shopfloor auszubremsen. Lesen Sie hier die vollständige Geschichte: e-power case study.
- Atlas Copco Airtec (Druckluft und Industrieausrüstung): Der Fall von Atlas Copco Airtec ist eine gute Referenz für die Standardisierung der Ausführung über Varianten hinweg und die Verringerung der Abhängigkeit von individueller Erfahrung. Wenn Ihre Variantenvielfalt wächst, ist das größte Risiko nicht ein einzelner großer Fehler. Es sind kleine Unstimmigkeiten, die sich zu Nacharbeit, Verzögerungen und Kundenbeschwerden summieren. Diese Geschichte zeigt, wie strukturierte digitale Arbeitsanweisungen eine konsistente Ausführung unterstützen und Teams helfen, die Qualität beim Skalieren zu sichern. Lesen Sie hier die vollständige Geschichte: Atlas Copco case study.
Externe Perspektive: Warum HMLV ein anderes Ausführungsmodell benötigt
Unabhängige Quellen aus der Fertigungsindustrie weisen durchgängig darauf hin, dass sich High-Mix-/Low-Volume-Umgebungen anders verhalten als stabile Linien mit hohem Volumen, insbesondere wenn es um die Planung und das Austarieren von Arbeitsinhalten geht.
Zum Beispiel:
- ASSEMBLY Magazine erläutert, warum sich Methoden für hohe Stückzahlen nicht ohne Weiteres auf High-Mix-/Low-Volume-Montage übertragen lassen: Managing high-mix, low-volume assembly
- Protolabs liefert eine einfache Definition von Low-Volume-/High-Mix-Produktion als Strategie, die auf Vielfalt und kleineren Stückzahlen basiert: Low-volume, high-mix manufacturing
- Cognex hebt hervor, dass variantengetriebene Umgebungen Systeme erfordern, die Parameter je Produkttyp anpassen, um eine gleichbleibende Qualität sicherzustellen: Automation strategies for high-mix, low-volume manufacturers
Die Kernaussage ist einfach: Wenn die Umgebung variabel ist, muss das Ausführungssystem mit Variabilität umgehen können, ohne auf Interpretation angewiesen zu sein.
Fazit
Die Montage von Maschinen mit hoher Variantenvielfalt stößt bei der Skalierung an Grenzen, wenn:
- die Konstruktionsabsicht als statische Dokumentation vermittelt wird
- implizites Wissen zum Produktionssystem wird
- die Qualitätsvalidierung zu spät erfolgt
- die Rückverfolgbarkeit fragmentiert ist
- die Time-to-Build unsichtbar bleibt
Es lässt sich beheben, wenn Sie die Ausführung als steuerbaren, messbaren Prozess behandeln:
- geführt für die richtige Variante
- validiert im Moment der Ausführung
- rückverfolgbar über Unterbaugruppen und Seriennummern hinweg
- sichtbar in Zeit- und Leistungsdaten
Sprechen Sie mit einem Experten
Wenn Sie Ihren aktuellen Ansatz auf Plausibilität prüfen oder schnell den Umfang eines Piloten festlegen möchten, sprechen Sie mit einem Azumuta-Experten.
In einer kurzen Sitzung können wir Ihnen helfen:
- Zu identifizieren, wo Varianten das größte Nacharbeitsrisiko verursachen
- Eine Linie, eine Produktfamilie und ein Qualitäts-Gate für einen Piloten auszuwählen
- Zu definieren, was in-line validiert werden soll (Drehmoment, Kalibrierung, Tests) und was pro Seriennummer rückverfolgt werden soll
- Erfolgskennzahlen festzulegen, die für Operations und Qualität relevant sind
Sie können zunächst digitale Arbeitsanweisungen und Qualitätssicherung auf dem Shopfloor ansehen und sich dann für eine auf Ihre Montagepraxis zugeschnittene Einführung an uns wenden.
- Was „High-Mix“ in der Maschinenmontage wirklich bedeutet
- Die fünf Gründe, warum die Montage variantenreicher Maschinen bei Skalierung scheitert
- Eine praktische Lösung: der Regelkreis der Ausführungssteuerung
- Was Sie zuerst tun sollten (ohne das große Ganze auf einmal anzugehen)
- Nachweis, dass dieser Ansatz in High-Mix-Umgebungen funktioniert
- Externe Perspektive: Warum HMLV ein anderes Ausführungsmodell benötigt
- Fazit
- Sprechen Sie mit einem Experten