A medida que se multiplican las configuraciones de los clientes, se aceleran los cambios de ingeniería y resulta más difícil encontrar mano de obra cualificada, el montaje se convierte en el cuello de botella. No porque su equipo no sea capaz, sino porque el sistema que les rodea les está pidiendo algo poco realista.
A menudo tiene este aspecto:
- Fabricar variantes únicas con alta precisión
- Utilizar documentos estáticos (PDF, hojas de ruta en papel)
- Depender de «pregunte al experto» cuando algo no está claro
- Detectar problemas de calidad tarde, cuando el coste es más alto
Eso funciona cuando los volúmenes son bajos y los mismos expertos están siempre disponibles. Se rompe cuando intenta escalar.
Este artículo explica los cinco puntos de ruptura más habituales en el montaje de maquinaria de alta mezcla y lo que puede hacer al respecto sin ralentizar a los operarios.
Qué significa realmente la "alta mezcla" en el ensamblaje de maquinaria
La fabricación de alta mezcla y bajo volumen se basa en la variedad. Usted fabrica muchas variantes en cantidades más reducidas.
En la maquinaria industrial, esa variedad se intensifica con las configuraciones engineering-to-order (ETO) y configure-to-order (CTO). Una máquina puede incluir opciones específicas del cliente, ensamblajes multinivel complejos e integración estrecha entre componentes mecánicos, eléctricos, hidráulicos y de software.
El ensamblaje de alta mezcla resulta difícil de escalar porque:
- El contenido del trabajo y el tiempo de ensamblaje difieren según la configuración
- Las revisiones de ingeniería llegan tarde o con frecuencia
- Los riesgos de calidad dependen de parámetros (par de apriete, alineación, calibración, valores de prueba)
- La trazabilidad debe conectar los subconjuntos con una máquina final serializada
Gestionar esto con PDF, papel y conocimiento tácito funciona hasta que se alcanza un punto de inflexión.
Las cinco razones por las que el montaje de maquinaria de alta mezcla falla al escalar
1) La intención de ingeniería se pierde en la traducción
En entornos de alta mezcla, ingeniería no se limita a liberar un plano. Libera intención.
¿Qué paquete de opciones aplica? ¿Qué secuencia es segura y correcta? ¿Qué componentes deben sustituirse? ¿Qué parámetros deben medirse, registrarse y aceptarse?
Cuando esa intención se comunica mediante documentos estáticos, los operarios acaban haciendo trabajo adicional que no debería recaer sobre ellos. Tienen que interpretar, decidir y recordar.
Cómo se ve en planta:
- Operarios alternando entre planos, PDF y correos electrónicos
- Confusión en torno a variantes y combinaciones de opciones
- Componentes incorrectos instalados porque «parecía similar»
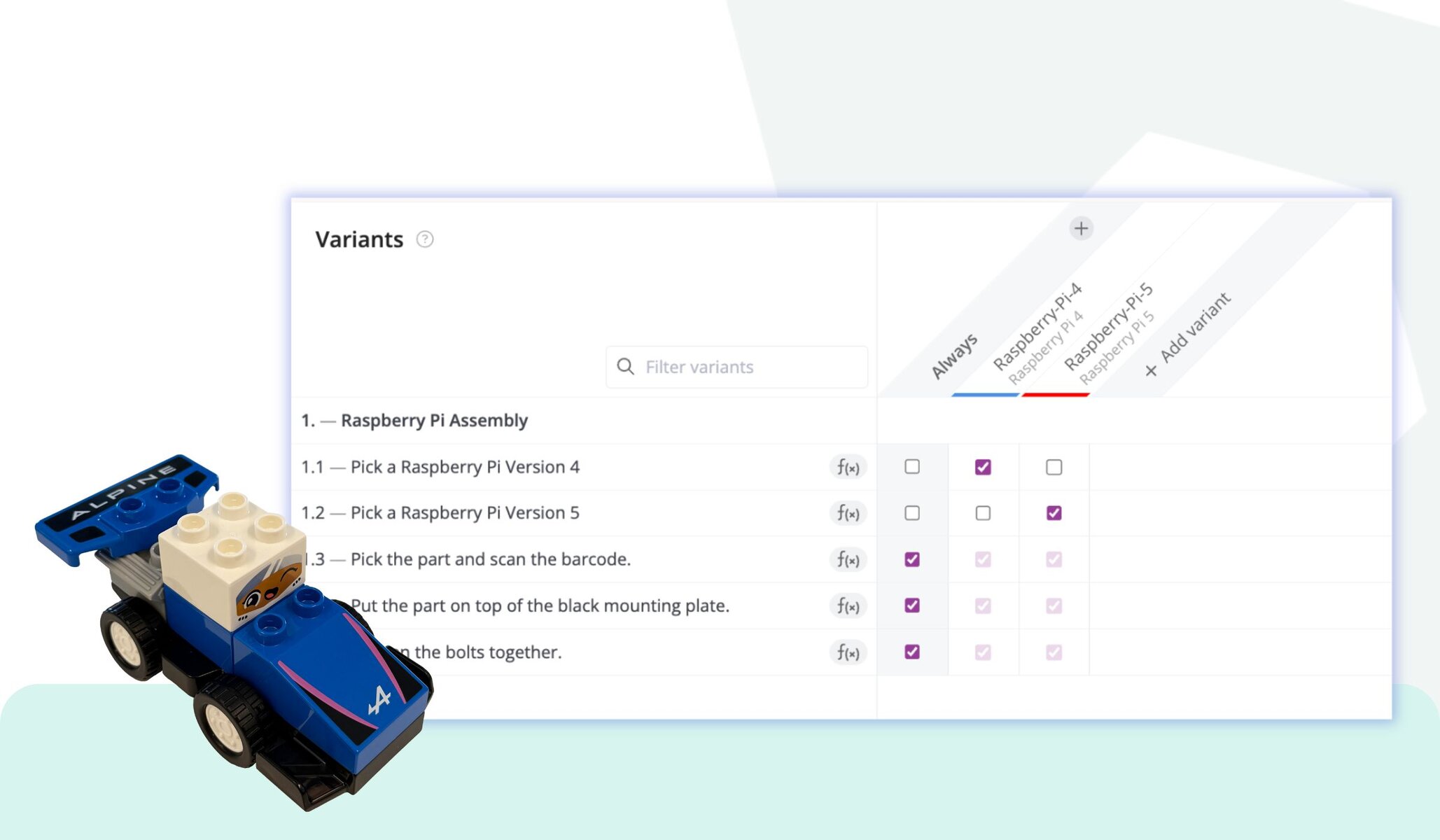
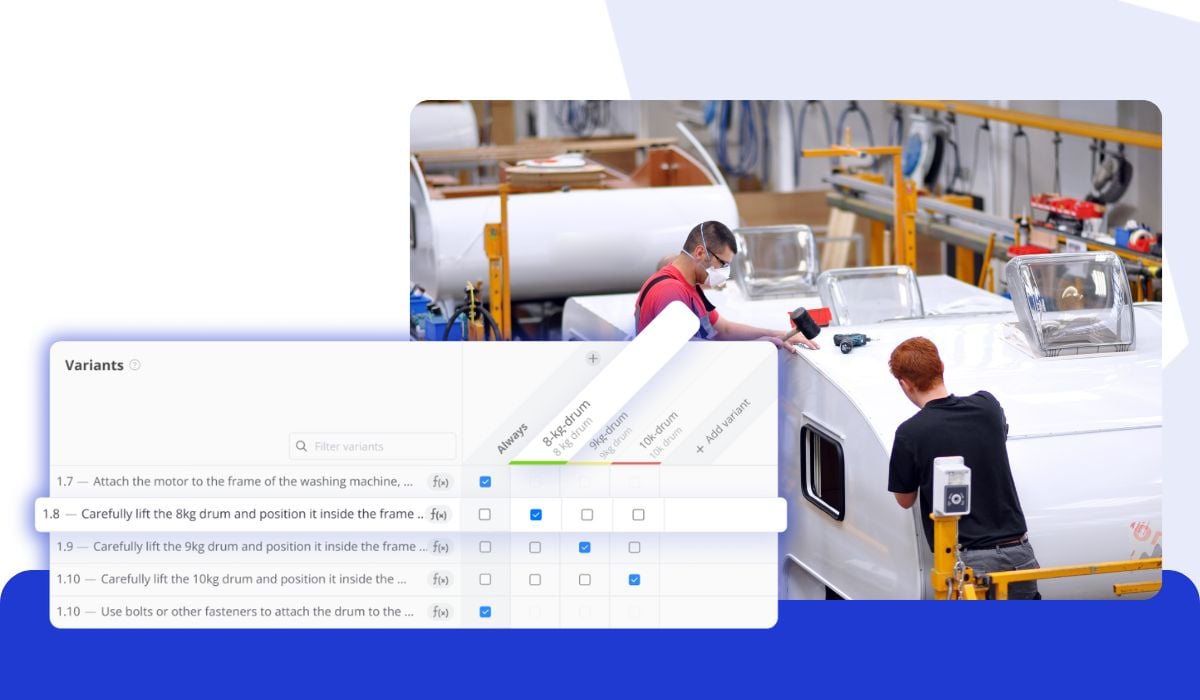
Solución: traduzca la intención de ingeniería en una ejecución guiada específica para cada variante.
Un buen punto de partida son las instrucciones de trabajo digitales que pueden mostrar los pasos adecuados para la configuración correcta en el puesto de trabajo, con elementos visuales, comprobaciones integradas y actualizaciones controladas.
Si quiere ayuda para definir el alcance, puede hablar con un experto y determinar qué debería significar «guiado» en su entorno.
2) El conocimiento tribal se convierte en el sistema de producción
El montaje de alta mezcla suele depender de técnicos experimentados que «simplemente saben cómo se hace». Esa experiencia es valiosa. También es frágil.
Cuando escala la producción, normalmente añade:
- Nuevos operarios
- Nuevos turnos
- Nuevos centros
Pero el conocimiento tribal no escala igual que la plantilla. El resultado es predecible:
- Más interrupciones («¿Cómo monto esta opción?»)
- Ciclos de formación más largos
- Ejecución inconsistente entre turnos
Solución: haga que la capacidad sea visible y repetible.
En lugar de esperar que cada línea tenga al experto adecuado disponible, construya un sistema en el que:
- Las tareas estén guiadas paso a paso
- Los pasos críticos requieran evidencias (fotos, mediciones, confirmaciones)
- La formación esté estructurada por funciones
Aquí es donde matriz de competencias y formación deja de ser solo una herramienta de RR. HH. Le ayuda a alinear quién está autorizado a realizar qué tarea, y ayuda a que las nuevas incorporaciones sean productivas más rápido sin rebajar los estándares.
3) Los errores se detectan demasiado tarde, y eso los encarece
En el montaje de maquinaria, muchos fallos no aparecen de inmediato. Aparecen durante las pruebas finales, la puesta en marcha o en las instalaciones del cliente.
Por eso la detección tardía resulta tan costosa. La retrabajación ya no es local. Ahora queda enredada con subconjuntos terminados, plazos, logística y expectativas del cliente.
Causas comunes:
- Pasos omitidos
- Pasos realizados en el orden incorrecto
- Mediciones registradas pero no validadas
- Parámetros de par, calibración o ensayo fuera de tolerancia
Solución: desplace la calidad aguas arriba con validación en línea.
Un enfoque escalable consiste en integrar la validación en el propio flujo de trabajo, utilizando aseguramiento de la calidad en planta para que los parámetros se validen en el momento en que se capturan.
Un ejemplo práctico es el par. En lugar de registrar los valores a posteriori, puede validar el par directamente en el paso de ejecución. Si quiere una visión concreta de cómo puede ser esto, consulte cómo eliminar los errores de par en el montaje.
Para otros puntos de medición, se aplica la misma lógica. Integrar herramientas de medición (como calibres) puede hacer que la captura de datos de calidad sea más fiable y trazable. Consulte integración de calibres digitales para un aseguramiento de la calidad avanzado.
4) La trazabilidad está fragmentada entre sistemas y papel
La trazabilidad en el montaje de maquinaria no es solo «¿lo hemos fabricado?». Es:
- ¿Qué subconjuntos hay dentro de qué máquina final?
- ¿Qué componentes de proveedores se utilizaron?
- ¿Qué parámetros se midieron y aceptaron?
- ¿Quién realizó qué pasos y cuándo?
Cuando la trazabilidad está repartida entre ERP, hojas de cálculo, documentos en papel y correos electrónicos, las investigaciones de garantía se convierten en proyectos forenses.
Eso no es solo un problema de calidad. Es un problema de costes y de confianza del cliente.
Solución: cree un historial de fabricación basado en números de serie que vincule los subconjuntos con la máquina final.
Una forma escalable de hacerlo es digitalizar la hoja de ruta y convertirla en un registro de ejecución vivo, en lugar de una carpeta de documentación. Consulte manufacturing traveler para ver un modelo centrado en «quién hizo qué, cuándo y con qué parámetros validados».
Para reforzar el control en los pasos críticos, muchos equipos introducen una segunda capa de verificación. Por ejemplo, double-checks for an instruction step puede utilizarse cuando un responsable de calidad debe confirmar un paso antes de que el operario pueda continuar.
5) No puede proteger el margen si no puede ver el tiempo de fabricación
En maquinaria de alta mezcla, la precisión de los presupuestos y la rentabilidad de los proyectos dependen del tiempo real de fabricación. Pero muchas organizaciones todavía tienen:
- Ninguna captura consistente del tiempo a nivel de tarea
- Cuellos de botella que se «perciben» pero no se miden
- Horas perdidas ocultas en retrabajos, esperas y cambios de serie
El resultado es una fuga de margen que aparece tarde, cuando ya no puede corregirse en el proyecto actual.
Solución: capture el tiempo a nivel de ejecución y conéctelo con la variación.
No se trata de convertir a los operarios en cronometradores. Se trata de convertir la ejecución en datos para que pueda:
- Identificar cuellos de botella repetibles
- Ver dónde se disparan los retrabajos por variante o paquete de opciones
- Mejorar la precisión de futuros presupuestos
Si está creando un modelo de control más amplio, ayuda alinear la guía de ejecución, las evidencias de calidad y la trazabilidad bajo un mismo enfoque. Un punto de referencia útil es manufacturing control and quality explained.
Una solución práctica: el bucle de control de la ejecución
El ensamblaje de maquinaria de alta variedad escala cuando sustituye «interpretar y recordar» por un bucle sencillo:
- Guiar: mostrar la secuencia correcta de pasos para la configuración
- Validar: aplicar comprobaciones y criterios de aceptación o rechazo en tiempo real
- Trazar: registrar quién, qué y cuándo, vinculados a subensamblajes y números de serie
- Aprender: usar los datos de ejecución y tiempo para reducir la variación y la repetición de trabajos
Esto no es teoría. Es cómo los entornos de alta variedad se vuelven repetibles.
Qué hacer primero (sin abarcar demasiado)
Si su empresa de maquinaria tiene sede en Europa, es probable que gestione múltiples centros, operarios multilingües y auditorías de clientes que exigen pruebas. El objetivo no es digitalizarlo todo de una vez.
Empiece con un piloto lo bastante pequeño como para completarlo y lo bastante relevante como para demostrar su valor.
Un buen alcance para un piloto suele incluir:
- Una familia de productos (o una configuración de alto riesgo)
- Una línea o un área (a menudo el montaje final o un subconjunto crítico)
- Un conjunto de parámetros de calidad medibles (par de apriete, calibración, valores de prueba)
- Un requisito de trazabilidad (vinculación del subconjunto con el número de serie final)
Después, mida los resultados que importan:
- Tasa de acierto a la primera
- Horas de retrabajo
- Problemas de puesta en marcha detectados antes del envío
- Tiempo de investigación de garantías
- Variación del tiempo de fabricación según la configuración
Prueba de que este enfoque funciona en entornos de alta mezcla
La prueba importa en el ensamblaje de maquinaria porque los problemas son prácticos. La gente quiere saber: ¿realmente ayudará esto a los operarios a montar la variante correcta, detectar errores antes y mantener una calidad constante a medida que crecen los equipos?
Dos ejemplos que reflejan de cerca la realidad del ensamblaje de alta mezcla:
- e-power (generadores eléctricos): e-power tuvo que aumentar la producción en un entorno donde la complejidad de configuración es real y la calidad de montaje debe mantenerse durante la puesta en marcha. Su caso es especialmente relevante si usted está creciendo rápidamente o incorporando a muchas personas nuevas. El caso muestra cómo el ensamblaje guiado y la validación de calidad en línea ayudan a los equipos a aplicar la secuencia de montaje correcta, gestionar opciones y crear un registro de montaje trazable sin ralentizar la planta. Lea la historia completa aquí: caso de estudio de e-power.
- Atlas Copco Airtec (aire comprimido y equipos industriales): El caso de Atlas Copco Airtec es una buena referencia para estandarizar la ejecución entre variantes y reducir la dependencia de la experiencia individual. Cuando su mezcla crece, el mayor riesgo no es un único gran error. Son las pequeñas inconsistencias que se acumulan y provocan retrabajos, retrasos y reclamaciones de clientes. Esta historia muestra cómo las instrucciones de trabajo digitales estructuradas favorecen una ejecución constante y ayudan a los equipos a proteger la calidad a medida que crecen. Lea la historia completa aquí: caso de estudio de Atlas Copco.
Perspectiva externa: por qué HMLV necesita un modelo de ejecución diferente
Fuentes independientes del sector manufacturero señalan de forma consistente que los entornos de alta mezcla y bajo volumen se comportan de forma distinta a las líneas estables de alto volumen, especialmente cuando se trata de planificar y equilibrar el contenido del trabajo.
Por ejemplo:
- ASSEMBLY Magazine analiza por qué los métodos de alto volumen no se trasladan fácilmente al ensamblaje de alta mezcla y bajo volumen: Managing high-mix, low-volume assembly
- Protolabs ofrece una definición sencilla de la producción de bajo volumen y alta mezcla como una estrategia basada en la variedad y en cantidades más pequeñas: Low-volume, high-mix manufacturing
- Cognex destaca cómo los entornos impulsados por variantes requieren sistemas que adapten los parámetros según el tipo de producto para mantener una calidad constante: Automation strategies for high-mix, low-volume manufacturers
La conclusión es simple. Si el entorno es variable, el sistema de ejecución debe gestionar la variabilidad sin depender de la interpretación.
En resumen
El ensamblaje de maquinaria de alta variedad deja de funcionar a escala cuando:
- La intención de ingeniería se comunica como documentación estática
- El conocimiento tribal se convierte en el sistema de producción
- La validación de calidad se produce demasiado tarde
- La trazabilidad está fragmentada
- El tiempo de ensamblaje sigue siendo invisible
Se corrige cuando se trata la ejecución como un proceso controlable y medible:
- Guiado para la variante correcta
- Validado en el momento de realizar el trabajo
- Trazable en todos los subconjuntos y números de serie
- Visible en los datos de tiempo y rendimiento
Hable con un experto
Si quiere validar su enfoque actual o necesita una forma rápida de definir el alcance de un piloto, hable con un experto de Azumuta.
En una breve sesión, podemos ayudarle a:
- Identificar dónde las variantes generan el mayor riesgo de retrabajo
- Elegir una línea, una familia de productos y un punto de control de calidad para un piloto
- Definir qué validar en línea (par de apriete, calibración, pruebas) y qué trazar por número de serie
- Establecer métricas de éxito relevantes para Operaciones y Calidad
Puede empezar explorando instrucciones de trabajo digitales y aseguramiento de la calidad en planta, y después ponerse en contacto para una demostración adaptada a la realidad de su ensamblaje.
- Qué significa realmente la "alta mezcla" en el ensamblaje de maquinaria
- Las cinco razones por las que el montaje de maquinaria de alta mezcla falla al escalar
- Una solución práctica: el bucle de control de la ejecución
- Qué hacer primero (sin abarcar demasiado)
- Prueba de que este enfoque funciona en entornos de alta mezcla
- Perspectiva externa: por qué HMLV necesita un modelo de ejecución diferente
- En resumen
- Hable con un experto