Naarmate klantspecifieke configuraties toenemen, engineeringwijzigingen elkaar sneller opvolgen en geschoolde arbeidskrachten moeilijker te vinden zijn, wordt assemblage de bottleneck. Niet omdat uw mensen niet capabel zijn, maar omdat het systeem om hen heen hen vraagt iets onrealistisch te doen.
Vaak ziet dat er zo uit:
- Bouw eenmalige varianten met hoge precisie
- Gebruik statische documenten (pdf's, papieren werkkaarten)
- Vertrouw op “vraag het de expert” wanneer iets onduidelijk is
- Ontdek kwaliteitsproblemen laat, wanneer de kosten het hoogst zijn
Dat werkt wanneer de volumes laag zijn en dezelfde experts altijd beschikbaar zijn. Het loopt vast wanneer u probeert op te schalen.
In dit artikel leggen we de vijf meest voorkomende breekpunten in high-mix machineassemblage uit en wat u eraan kunt doen zonder operators te vertragen.
Wat "high-mix" echt betekent in machineassemblage
High-mix, low-volume manufacturing draait om variatie. U bouwt veel varianten in kleinere aantallen.
In industriële machinebouw wordt die variatie versterkt door engineering-to-order (ETO) en configure-to-order (CTO). Eén machine kan klantspecifieke opties, diep gelaagde assemblages en nauwe integratie van mechanische, elektrische, hydraulische en softwarecomponenten omvatten.
High-mix assemblage is moeilijk op te schalen omdat:
- De werkinhoud en assemblagetijd per configuratie verschillen
- Engineeringrevisies laat binnenkomen of vaak voorkomen
- Kwaliteitsrisico's parametergestuurd zijn (aanhaalmoment, uitlijning, kalibratie, testwaarden)
- Traceerbaarheid subassemblages moet koppelen aan een uiteindelijke machine met serienummer
Dit beheren met pdf's, papier en impliciete kennis werkt totdat u een kantelpunt bereikt.
De vijf redenen waarom high-mix assemblage van machines op schaal vastloopt
1) Engineering intent gaat verloren in de vertaling
In high-mix omgevingen geeft engineering niet alleen een tekening vrij. Het geeft intent vrij.
Welk optiepakket is van toepassing? Welke volgorde is veilig en correct? Welke componenten moeten worden vervangen? Welke parameters moeten worden gemeten, geregistreerd en goedgekeurd?
Wanneer die intent via statische documenten wordt gecommuniceerd, moeten operators extra werk doen dat niet op hun schouders zou mogen rusten. Ze moeten interpreteren, beslissen en onthouden.
Hoe dat er op de werkvloer uitziet:
- Operators die schakelen tussen tekeningen, PDF's en e-mails
- Verwarring rond varianten en combinatie van opties
- Verkeerde componenten geïnstalleerd omdat “het er vergelijkbaar uitzag”
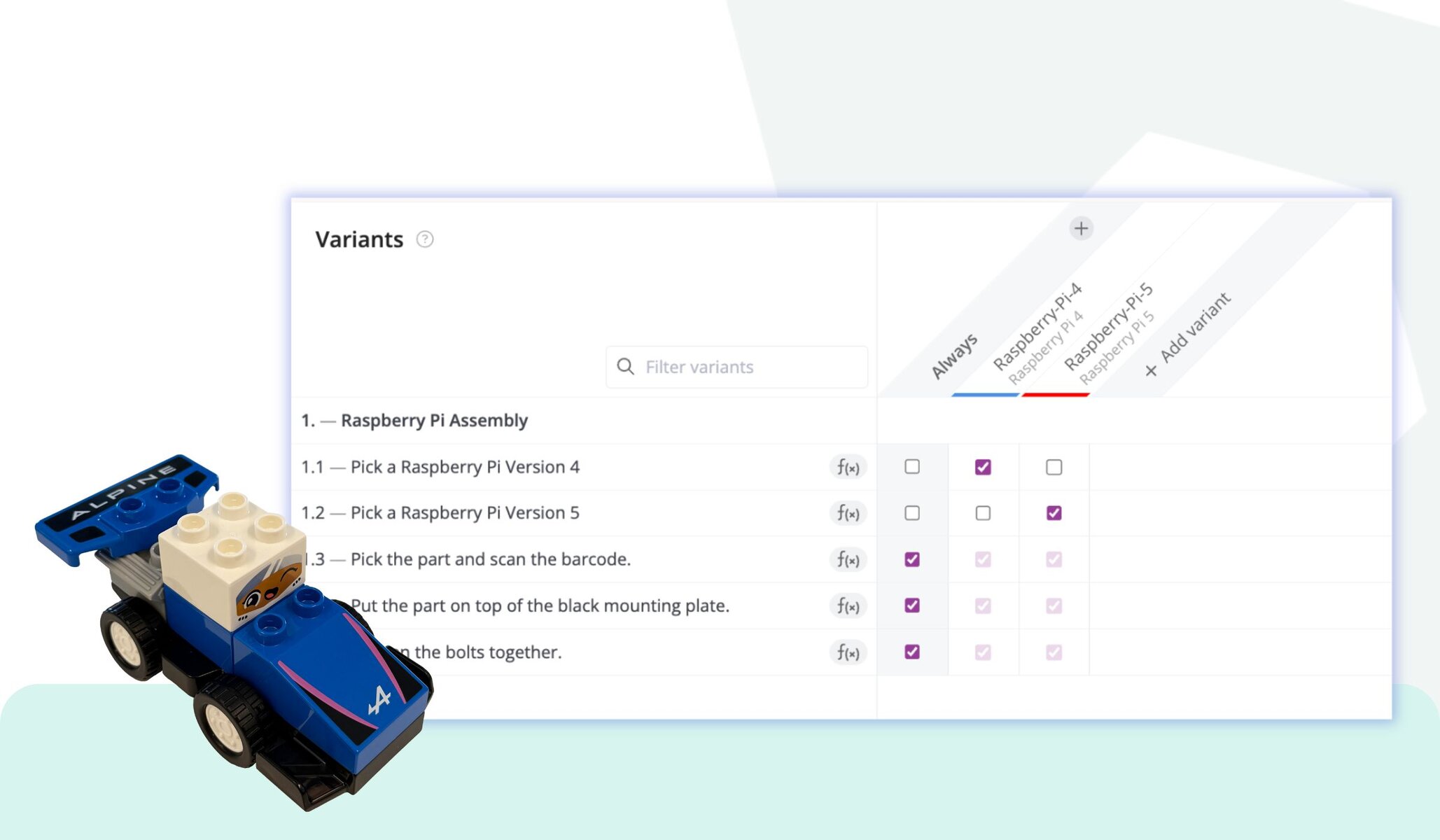
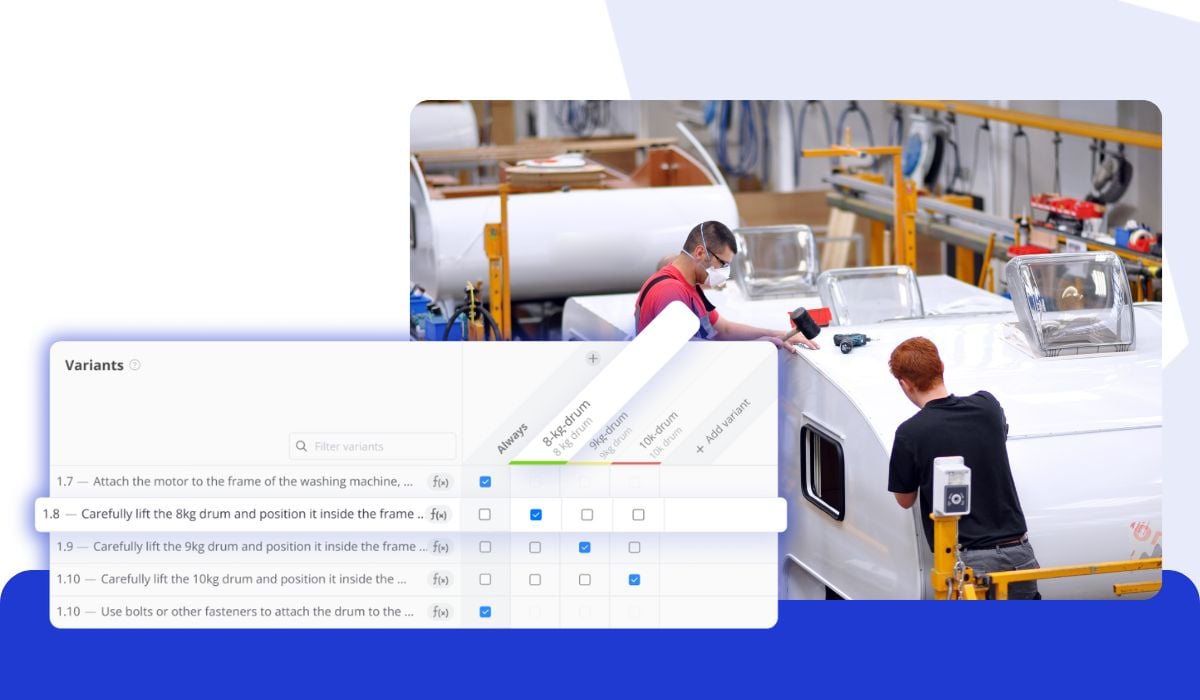
Oplossing: vertaal engineering intent naar variant-specifieke begeleide uitvoering.
Een sterk startpunt zijn digitale werkinstructies die de juiste stappen voor de juiste configuratie op de werkplek kunnen tonen, met visuals, ingebouwde controles en gecontroleerde updates.
Als u hierbij hulp wilt om de scope te bepalen, kunt u met een expert praten en in kaart brengen wat “begeleid” in uw omgeving moet betekenen.
2) Impliciete kennis wordt het productiesysteem
High-mix assemblage is vaak afhankelijk van ervaren technici die “gewoon weten hoe het moet.” Die expertise is waardevol. Ze is ook kwetsbaar.
Wanneer u de output opschaalt, voegt u meestal het volgende toe:
- Nieuwe operators
- Nieuwe ploegen
- Nieuwe locaties
Maar impliciete kennis schaalt niet mee zoals personeelsbezetting dat doet. Het resultaat is voorspelbaar:
- Meer onderbrekingen (“Hoe bouw ik deze optie?”)
- Langere trainingscycli
- Inconsistente uitvoering tussen ploegen
Oplossing: maak bekwaamheid zichtbaar en herhaalbaar.
In plaats van te hopen dat elke lijn de juiste expert beschikbaar heeft, bouwt u een systeem waarin:
- Taken stap voor stap worden begeleid
- Kritieke stappen bewijs vereisen (foto's, metingen, bevestigingen)
- Training gestructureerd en rolgebaseerd is
Dit is waar skill matrix en training meer wordt dan HR-tooling. Het helpt u af te stemmen wie wat mag uitvoeren, en het helpt nieuwe medewerkers sneller productief te worden zonder de standaarden te verlagen.
3) Fouten worden te laat ontdekt, en dat maakt ze duur
Bij machineassemblage worden veel fouten niet meteen zichtbaar. Ze komen aan het licht tijdens de eindtest, inbedrijfstelling of op de locatie van de klant.
Daarom is late detectie zo kostbaar. Herwerk is niet langer lokaal. Het is nu verweven met afgewerkte subassemblages, planningen, logistiek en klantverwachtingen.
Veelvoorkomende oorzaken:
- Overgeslagen stappen
- Stappen die in de verkeerde volgorde zijn uitgevoerd
- Metingen die zijn geregistreerd maar niet gevalideerd
- Koppel-, kalibratie- of testparameters buiten tolerantie
Oplossing: verplaats kwaliteit stroomopwaarts met in-line validatie.
Een schaalbare aanpak is om validatie in de workflow zelf op te nemen, met behulp van kwaliteitsborging op de werkvloer zodat parameters worden gevalideerd wanneer ze worden vastgelegd.
Een praktisch voorbeeld is koppel. In plaats van waarden achteraf te registreren, kunt u koppel direct valideren in de uitvoeringsstap. Als u een concreet beeld wilt van hoe dat eruit kan zien, bekijk dan hoe u koppelfouten in assemblage elimineert.
Voor andere meetpunten geldt dezelfde logica. Het integreren van meetgereedschap (zoals schuifmaten) kan het vastleggen van kwaliteitsdata betrouwbaarder en beter traceerbaar maken. Zie integrating digital calipers for advanced quality assurance.
4) Traceerbaarheid is versnipperd over systemen en papier
Traceerbaarheid in machineassemblage is niet alleen “hebben we het gebouwd?” Het is:
- Welke subassemblages zitten in welke eindmachine?
- Welke leverancierscomponenten zijn gebruikt?
- Welke parameters zijn gemeten en goedgekeurd?
- Wie heeft welke stappen uitgevoerd, en wanneer?
Wanneer traceerbaarheid is verdeeld over ERP, spreadsheets, papieren travelers en e-mails, worden garantieonderzoeken forensische projecten.
Dat is niet alleen een kwaliteitsprobleem. Het is een kostenprobleem en een probleem voor klantvertrouwen.
Oplossing: creëer een op serienummer gebaseerde bouwgeschiedenis die subassemblages koppelt aan de eindmachine.
Een schaalbare manier om dit te doen, is de traveler te digitaliseren en er een levend uitvoeringsdossier van te maken in plaats van een map met papierwerk. Zie manufacturing traveler voor een model dat zich richt op “wie wat deed, wanneer en met welke gevalideerde parameters.”
Om de controle op kritieke stappen te versterken, voeren veel teams een tweede verificatielaag in. Zo kunnen double-checks for an instruction step worden gebruikt wanneer een kwaliteitscontroleur een stap moet bevestigen voordat de operator verder kan.
5) U kunt uw marge niet beschermen als u de bouwtijd niet kunt zien
In high-mix machinebouw hangen de nauwkeurigheid van offertes en projectrendabiliteit af van de werkelijke bouwtijd. Maar veel organisaties hebben nog steeds:
- Geen consistente tijdsregistratie op taakniveau
- Knelpunten die worden “gevoeld” maar niet gemeten
- Verloren uren die verborgen zitten in herwerk, wachten en omstellingen
Het resultaat is margeverlies dat laat zichtbaar wordt, wanneer u het voor het huidige project niet meer kunt oplossen.
Oplossing: leg tijd op uitvoeringsniveau vast en koppel die aan variatie.
Het gaat er niet om operators tijdschrijvers te maken. Het gaat erom uitvoering om te zetten in data zodat u:
- Herhaalbare knelpunten kunt identificeren
- Kunt zien waar herwerk piekt per variant of optiepakket
- Toekomstige offerte-nauwkeurigheid kunt verbeteren
Als u een breder beheermodel opbouwt, helpt het om uitvoeringsbegeleiding, kwaliteitsbewijs en traceerbaarheid onder één aanpak te brengen. Een nuttig referentiepunt is manufacturing control and quality explained.
Een praktische oplossing: de uitvoeringscontroellus
Assemblage van machines met een hoge mix schaalt op wanneer u “interpreteren en onthouden” vervangt door een eenvoudige lus:
- Begeleiden: toon de juiste stapvolgorde voor de configuratie
- Valideren: dwing controles en acceptatie- of afkeurcriteria in real time af
- Traceren: leg vast wie, wat, wanneer, gekoppeld aan subassemblages en serienummers
- Leren: gebruik uitvoerings- en tijdsgegevens om variatie en herstelwerk te verminderen
Dit is geen theorie. Zo worden omgevingen met een hoge mix herhaalbaar.
Waar u eerst mee moet beginnen (zonder alles ineens te willen doen)
Als u een machinebouwbedrijf in Europa bent, heeft u waarschijnlijk te maken met meerdere locaties, meertalige operators en klantaudits die bewijs vereisen. Het doel is niet om alles in één keer te digitaliseren.
Begin met een pilot die klein genoeg is om af te ronden en relevant genoeg is om de waarde ervan aan te tonen.
Een goede pilotomvang omvat meestal:
- Eén productfamilie (of één configuratie met hoog risico)
- Eén lijn of gebied (vaak eindassemblage of een kritische subassemblage)
- Eén set meetbare kwaliteitsparameters (koppel, kalibratie, testwaarden)
- Eén traceability-vereiste (koppeling van subassemblage aan het uiteindelijke serienummer)
Meet vervolgens de resultaten die ertoe doen:
- First-time-right-percentage
- Herbewerkingsuren
- Commissioning-problemen die vóór verzending zijn gedetecteerd
- Tijd voor garantieonderzoek
- Variatie in bouwtijd per configuratie
Bewijs dat deze aanpak werkt in high-mix omgevingen
Bewijs is belangrijk bij de assemblage van machines, omdat de problemen praktisch zijn. Mensen willen weten: helpt dit operators echt om de juiste variant te bouwen, fouten eerder op te sporen en de kwaliteit consistent te houden naarmate teams groeien?
Twee voorbeelden die nauw aansluiten bij de realiteit van high-mix assemblage:
- e-power (elektrische generatoren): e-power moest de productie opschalen in een omgeving waar configuratiecomplexiteit reëel is en de bouwkwaliteit stand moet houden tijdens de inbedrijfstelling. Hun verhaal is vooral relevant als u snel opschaalt of veel nieuwe mensen onboardt. De case laat zien hoe begeleide assemblage en in-line kwaliteitsvalidatie teams helpen om de juiste bouwvolgorde af te dwingen, opties te beheren en een traceerbaar bouwdossier te creëren zonder de werkvloer te vertragen. Lees hier het volledige verhaal: e-power case study.
- Atlas Copco Airtec (perslucht en industriële apparatuur): de case van Atlas Copco Airtec is een goede referentie voor het standaardiseren van de uitvoering over varianten heen en het verminderen van de afhankelijkheid van individuele ervaring. Wanneer uw mix groeit, is het grootste risico niet één grote fout. Het zijn kleine inconsistenties die leiden tot herstelwerk, vertragingen en klachten van klanten. Dit verhaal laat zien hoe gestructureerde digitale werkinstructies een consistente uitvoering ondersteunen en teams helpen de kwaliteit te borgen terwijl ze opschalen. Lees hier het volledige verhaal: Atlas Copco case study.
Extern perspectief: waarom HMLV een ander uitvoeringsmodel nodig heeft
Onafhankelijke bronnen uit de maakindustrie wijzen er consequent op dat high-mix, low-volume omgevingen zich anders gedragen dan stabiele lijnen met hoge volumes, vooral als het gaat om planning en het verdelen van de werkinhoud.
Bijvoorbeeld:
- ASSEMBLY Magazine bespreekt waarom methoden voor hoge volumes zich niet naadloos laten vertalen naar high-mix, low-volume assemblage: Managing high-mix, low-volume assembly
- Protolabs geeft een eenvoudige definitie van low-volume, high-mix productie als een strategie die is opgebouwd rond variatie en kleinere aantallen: Low-volume, high-mix manufacturing
- Cognex benadrukt hoe variantgestuurde omgevingen systemen vereisen die parameters per producttype aanpassen om een consistente kwaliteit te behouden: Automation strategies for high-mix, low-volume manufacturers
De conclusie is eenvoudig. Als de omgeving variabel is, moet het uitvoeringssysteem met die variabiliteit kunnen omgaan zonder op interpretatie te vertrouwen.
Conclusie
Assemblage van machines met een high-mix omgeving loopt op schaal vast wanneer:
- Engineering-intentie wordt gecommuniceerd via statische documentatie
- Impliciete kennis het productiesysteem wordt
- Kwaliteitsvalidatie te laat plaatsvindt
- Traceerbaarheid gefragmenteerd is
- De time-to-build onzichtbaar blijft
Het wordt opgelost wanneer u uitvoering behandelt als een beheersbaar, meetbaar proces:
- Begeleid voor de juiste variant
- Gevalideerd op het moment van uitvoering
- Traceerbaar over subassemblages en serienummers heen
- Zichtbaar in tijd- en prestatiegegevens
Praat met een expert
Als u uw huidige aanpak wilt toetsen of snel de scope van een pilot wilt bepalen, praat dan met een Azumuta-expert.
In een korte sessie kunnen we u helpen om:
- Vast te stellen waar varianten het grootste risico op herbewerking veroorzaken
- Eén lijn, één productfamilie en één kwaliteitscontrolepunt voor een pilot te kiezen
- Te definiëren wat in-line gevalideerd moet worden (aandraaimoment, kalibratie, tests) en wat per serienummer getraceerd moet worden
- Succesmetingen vast te leggen die relevant zijn voor Operations en Quality
U kunt beginnen met het verkennen van digitale werkinstructies en kwaliteitsborging op de werkvloer, en vervolgens contact opnemen voor een walkthrough op maat van uw assemblagerealiteit.
- Wat "high-mix" echt betekent in machineassemblage
- De vijf redenen waarom high-mix assemblage van machines op schaal vastloopt
- Een praktische oplossing: de uitvoeringscontroellus
- Waar u eerst mee moet beginnen (zonder alles ineens te willen doen)
- Bewijs dat deze aanpak werkt in high-mix omgevingen
- Extern perspectief: waarom HMLV een ander uitvoeringsmodel nodig heeft
- Conclusie
- Praat met een expert